Reducing human error, meeting quality standards, and improving efficiency are significant factors in the modern food and beverage sector. A business in this industry needs to continuously improve processes. Automation in can filling is one of the core technologies that eases this transformation.
In this article, we look at how filling machines improve operational efficiency in the food and beverage processing industry, increase ROI for manufacturers, and how companies like LevaPack provide scalable and reliable hygiene packaging solutions to their B2B clients.
The Evolving Challenges and Solutions Automation Brings To Food and Beverage Packaging
Meeting the demand for consistency, speed, and compliance from food and beverage manufacturers is essential. Can filling machines produce high-volume goods while maintaining product integrity? This powerful tool increases the production cycle and also provides seamless production.
The demand for filling machines is exponential as they work on a great variety of products.; from ready to eat meals, carbonated beverages and soups to canned vegetables. Filling machines not only reduce the dependency of labor but also help in reducing filling errors.
In the competitive landscape of B2B production, companies such as LevaPack appreciate that packaging automation must not only function efficiently, but also allow for easy integration with other capping, sealing, labeling, and coding systems.
How a Can Filling Machine Improves Efficiency and Accuracy
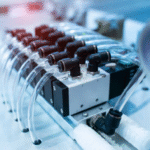
Filling machines have only one job: to fill a container with a specific product quickly and with pinpoint accuracy. Today’s systems, however, do much more than this.
Precision in Product Dispensing
With liquid, paste, granules, or powder, volumetric consistency matters. It can mean the difference between costly product waste, customer complaints, or even both. Advanced filling machines equipped with servo-driven pistons, auger mechanisms, and flow meters achieve high accuracy in dispensing these products.
Integration with Upstream and Downstream Equipment
Modern can filling machines are made to operate within fully automated lines and can be seamlessly integrated with can seamers, capping machines, rinsers, and even labeling units, forming a closed-loop system that does away with manual transfer and greatly reduces the risk of contamination.
As an illustration, a food processing factory could set up a line where cans are rinsed, filled, sealed, labeled, and even coded within seconds. The installation of this automation reduces bottlenecks, improves hygiene, and enhances throughput.
Maintenance And Downtime
Today’s machines come with certain enhanced functionalities aimed at improving reliability. These machines with alert systems and diagnostic tools can flag relevant issues before they turn into a bigger problem. Due to the modular designs of these machines, these modular machines can replace parts easily without stopping the entire line.
The above can greatly lower the cost of production while aiding capacity in bulk production environments.
Uses In The Food And Beverage Sector
The multifunctionality of these machines can assist with the wide ranging applications in the food and beverage industry.
Liquid And Semi Liquid Products
Carbonated drinks, milk, sauces and syrup, all require filling on can filling machines that have overflow or gravity filling mechanisms. These machines can control flow rate and ensure the cleanliness and quality of these liquids.
Powdered And Granular Products
Auger fillers and vacuum dosing technologies work wonderfully for dry items such as spices, protein powder, or coffee. These machines work well to minimize dust generation, waste, and improve the general look of the packaging.
Paste and Viscous Goods
Pastes, jams, and peanut butter pose a challenge for manufacturing due to their dense and sticky nature. Keeping hygiene and flow in control requires the usage of jacketed tanks and piston driven filling systems with anti-drip nozzles.
These offered solutions could be tailored to diverse product needs. This flexibility is what makes businesses turn to LevaPack when looking for flexible, affordable, and scalable packaging solutions.
Can Filling Machine And LevaPack: Main Points For B2B Buyers
Equipment choice should not focus on just one factor, such as price or speed. For purchasing a can filling machine, here are some important points for B2B businesses:
Product Compatibility
Make sure the machine will work well with your product’s viscosity, temperature sensitivity, and flow characteristics. Some products like thin liquids are better suited to certain systems, and the same applies for dense or granular materials.
Fill Speed and Volume
For B2B businesses to achieve high fill rates, they usually operate with larger batch volumes. Machines should be set to fulfill daily output goals in this regard. In addition, multi-SKU machines should have adjustable fill volume settings for different SKUs.
Hygiene Standards
In the food and beverage industry, preserving hygiene and food safety is important at every level. Machines should have easy access for cleanings, be corrosion resistant, and have the ability to protect the product from contamination during filling processes.
Scalability and Flexibility
As filling needs change, your filling system should be scalable to adapt with your business. Modular systems provide multi-head fillers or can integrate with novel downstream processes as new additions, enabling changes to be made without starting from scratch.
Support and Maintenance
Support post-purchase simplifies fixing problems encountered after making a purchase. Training, technical help, and spare parts bundles are offered by LevaPack which help customers achieve optimal functioning and uptime of their machines.
Key Benefits of Fully Integrated Packaging Lines
Can filling equipment offers significant benefits to B2B businesses such as:
- Faster Time to Market: Automated systems minimize cycle times and respond to market changes much more rapidly.
- Reduced Workforce Costs: Lower automation increases human error in many of the mundane tasks, freeing professionals to focus on skilled challenging work.
- Improved Product Quality Control: Accurate filling minimizes customer complaints and ensures presentation uniformity.
- Completing Regulations: Incorporating machines that clean themselves (CIP) and use food-grade materials helps with hygiene standards both locally and globally.
With a LevaPack can filling machine and modular systems, companies further enhance speed, safety, and consistency in product delivery.
Conclusion
The use of modern food and beverage filling machines is changing the landscape for the better. They improve productivity while lowering operational costs and boosting quality control. All these factors make advanced can filling machines a key asset to any production line.
Filling systems that are both robust and versatile provide companies with streamlined operations and a strong market presence, allowing them to thrive in an extremely competitive industry. The innovation in packaging technology underscores why automation solution providers, like LevaPack, are essential for tailoring and integrating systems for their clients.